(一)按其合成過程的反應類型,可分為縮聚型和聚合型1.由不飽和的低分子化合物相互加成或由環狀化合物開環,相互連接生成大分子的反應,叫聚合反應,在反應過程中,沒有小分子副...
一、降低空氣過剩系數遂道窯1.降低預熱帶負壓:煙道負壓值掌握在98.06—147.09Pa2.加強窯體各部分的密封性:預熱帶采用兩道卷簾門;加強窯車間的密封;3.砂封槽...
陶瓷磨具生產的最終目標是制成一定規格,尺寸,有一定強度,硬度及其它使用性能的產品。磨具毛坯經干燥后,其坯體的強度硬度是較低的,只有經過高溫燒成,結合劑經燒結,燒溶,將磨...
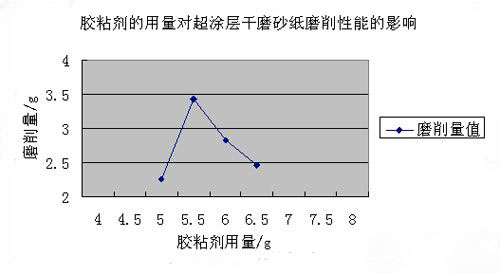
1.前言超涂層干磨砂紙是在碳化硅或棕剛玉砂紙表面加涂一層特殊的防堵塞材料,也稱為防堵塞砂紙。該產品具有使用時脫屑...
一、沿厚度方向密度分布不均產生的原因:1固定墊鐵厚度不當或彈簧墊鐵調整不當;2成型料摩擦阻力或料與模壁摩擦阻力大。說明:這是指一般砂輪,至于高厚度砂輪,異形砂輪,筒形砂...
鈦合金的彈性模數小,如TC4的彈性模量E=110GPa,約為鋼的一半,因而由切削力所引起的被加工件彈性變形大,將降低工件精度,為此要改善加工系統的剛性。工件必須很牢固地...
1.定壓法僅控制成型壓力,毛坯的單重與壓后毛坯的厚度僅作為達到預期尺寸的參考值;不作嚴格控制。其誤差來源:1壓力測量誤差;2成型料的干濕程度;與稱量精度,模具磨損程度,...
機械零件投入機械加工的每張圖紙都有去毛刺的技術要求,去毛刺工序,工藝人員往往無法編制工藝文件,通常采用銼刀、布輪、砂布、砂帶等辦法來去除毛刺。隨著科學技術的進步和生產的...
1引言快速成型技術(RapidPrototyping,簡稱RP)是從1987年開始發展起來的一種先進制造技術,集成了現代數控技術、CAD/CAM技術、激光加工技術及材料...
硬車(以車代磨)是指用車削的工藝方法作為淬硬鋼的最終加工或精加工。通常,車削只是淬火前進行的粗加工。直到20世紀...

磨床工作時,常常由于砂輪的不平衡而造成振動,特別是高速旋轉的砂輪,如果不設法消除這種現象,就會影響被磨削工件的表面質量和機床的壽命。因此,在磨削加工中必須對砂輪進行靜平...

3月28日,中國超硬材料網市場總監劉小雨、市場經理高峰一行走...

公元1278年,此時的南宋就如零丁洋里的一片到處漏水的孤舟,...
2023年9月20日,時隔四年,期待已久的第六屆磨料磨具磨削展覽會在鄭州國際會展中心隆重開幕。本次展覽會由中國機械工業集團有限公司、國機精工股份有限公司、中國機械國際合作股份有限公司聯合主辦。旨在推動中國磨料磨具行業的快速發展,加強國內外企業的交流與合作。
1963年,我國成功研制出第一顆人造金剛石,經過幾代人的拼搏奮斗,實現了從無到有、從小到大、從弱到強的華麗蝶變。人造金剛石及其制品在我國航空航天、國防軍工、機床機械等領域發揮著愈發重要的作用。不僅如此,隨著金剛石技術的選代,金剛石民用領域—培育鉆石迎來了自己的大爆發,中國占據了世界培育鉆石產量的80%以上,近幾年在國際上產生了巨大影響力。
市場部電話:+86-0371-67681070 劉小雨:13837111415 客服電話:+86-0371-67667020 傳真:+86-0371-67651390 支付寶:yuanfaxinxi@163.com
市場部QQ:253516969 客服、友情鏈接QQ:1248693466
QQ交流群:39904292 工作時間:周一到周五 8:30 —17:30
Copyright © 2020 abrasives.org.cn 增值電信業務經營許可證:豫B2-20202116 ICP備案:豫B2-20100036-3 豫公網安備41019702003604號
豫公網安備41019702003604號


 手機資訊
手機資訊 官方微信
官方微信




