

 手機(jī)資訊
手機(jī)資訊 官方微信
官方微信摘要 航空航天是一個(gè)國(guó)家高端裝備科技實(shí)力的最好體現(xiàn),而葉片作為提升航空發(fā)動(dòng)機(jī)性能的關(guān)鍵零件之一,其所處地位舉足輕重。典型的航空發(fā)動(dòng)機(jī)葉片(以下簡(jiǎn)稱葉片)加工主要經(jīng)過(guò)下料、精密銑削、型面粗...
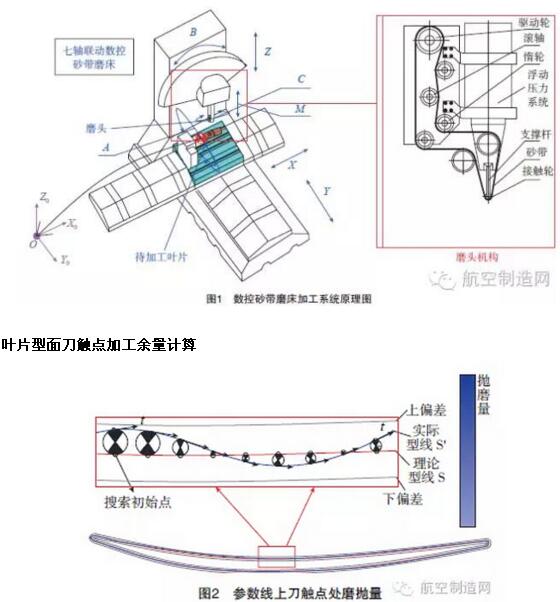
航空航天是一個(gè)國(guó)家高端裝備科技實(shí)力的最好體現(xiàn),而葉片作為提升航空發(fā)動(dòng)機(jī)性能的關(guān)鍵零件之一,其所處地位舉足輕重。典型的航空發(fā)動(dòng)機(jī)葉片(以下簡(jiǎn)稱葉片)加工主要經(jīng)過(guò)下料、精密銑削、型面粗精磨拋等重要的工藝流程。磨拋加工一般作為快速提高葉片表面光潔度與尺寸精度的重要工序之一,受限于國(guó)外高端數(shù)控裝備的首次巨額投資等原因,一般規(guī)模企業(yè)依舊采用傳統(tǒng)耗時(shí)長(zhǎng)、產(chǎn)能差、加工精度低的手工磨拋方式。為此,國(guó)內(nèi)學(xué)者對(duì)葉片加工工藝及方法開展了不同程度的研究。7軸聯(lián)動(dòng)數(shù)控砂帶磨床加工系統(tǒng)
葉片型面7軸聯(lián)動(dòng)數(shù)控砂帶磨床加工系統(tǒng)原理圖如圖1 所示,為使葉片適應(yīng)航空發(fā)動(dòng)機(jī)大推重比的苛刻要求,葉片型面幾何造型較為繁瑣復(fù)雜,并且表面各刀觸點(diǎn)處法向矢量與切向矢量變化頻繁。數(shù)控砂帶磨床的7個(gè)坐標(biāo)軸如圖1 所示,葉片單次裝夾便可完成包括葉片主型面、葉根圓角、進(jìn)排氣邊、阻尼臺(tái)等諸多難加工區(qū)域的磨拋加工,較高程度上提高了葉片型面的磨拋加工精度及自動(dòng)化程度。其中第7 軸可根據(jù)輸入NC程序中M 軸數(shù)值的不同實(shí)時(shí)改變磨拋壓力大小。
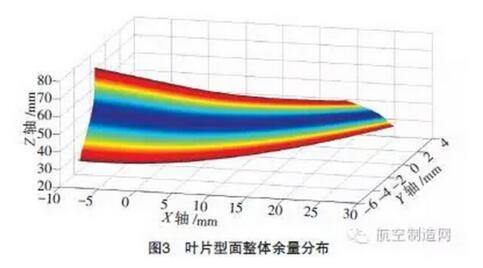
a. 依據(jù)實(shí)際磨拋精度設(shè)定匹配精度并評(píng)估計(jì)算參數(shù)點(diǎn)數(shù)目;
b. 將磨拋前待加工工件置于白光測(cè)量?jī)x下,依據(jù)所設(shè)定的測(cè)量路徑得到刀觸點(diǎn)位置信息;
c. 將步驟b 得到的刀觸點(diǎn)位置信息進(jìn)行預(yù)處理;
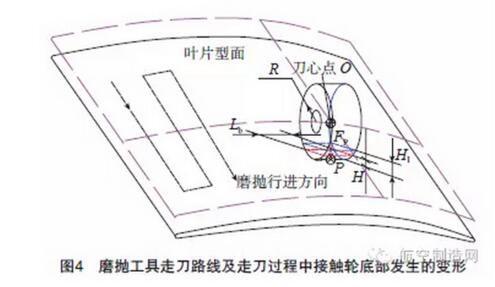
d. 結(jié)合葉片三維幾何模型、接觸輪半徑和砂帶厚度等信息得到實(shí)際磨拋余量分布信息;
e. 計(jì)算施加于接觸輪上的磨拋壓力Fp;
f. 依據(jù)步驟e 得到的結(jié)果,對(duì)葉片型面進(jìn)行實(shí)際磨拋,以達(dá)到最終加工目的。
葉片型面刀觸點(diǎn)處磨拋壓力計(jì)算
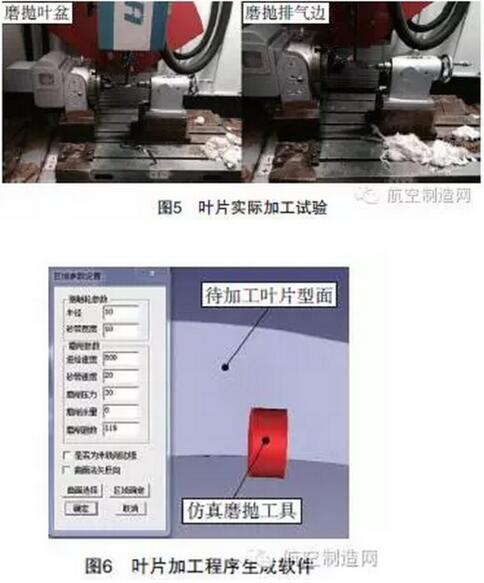
為保證砂帶在作業(yè)過(guò)程中,作用于接觸輪上的力Fp不致于過(guò)大而導(dǎo)致過(guò)切現(xiàn)象。所以接觸輪一般采用彈性材料,并行補(bǔ)足了作業(yè)過(guò)程中由于外部因素如溫度、濕度等產(chǎn)生的誤差。由于接觸輪為彈性材料結(jié)合磨削工藝獨(dú)特的加工方式,作業(yè)過(guò)程中,輪型工具必定會(huì)產(chǎn)生一定程度上的變形。
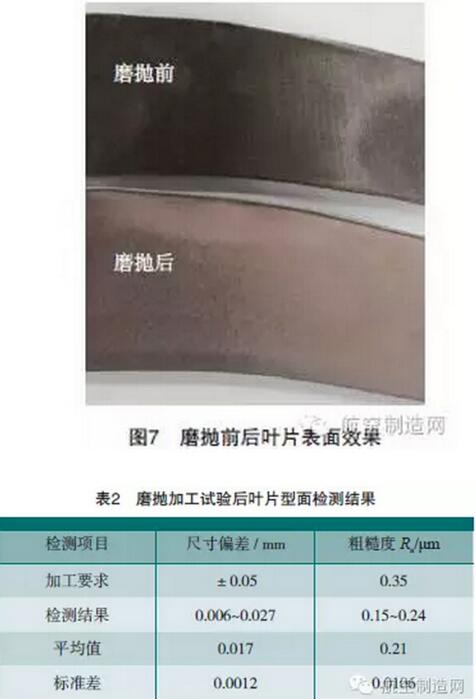
葉片實(shí)際磨拋加工試驗(yàn)









 豫公網(wǎng)安備41019702003604號(hào)
豫公網(wǎng)安備41019702003604號(hào)